Air Bending Sheet Metal: Definition, Approach, and Relevance
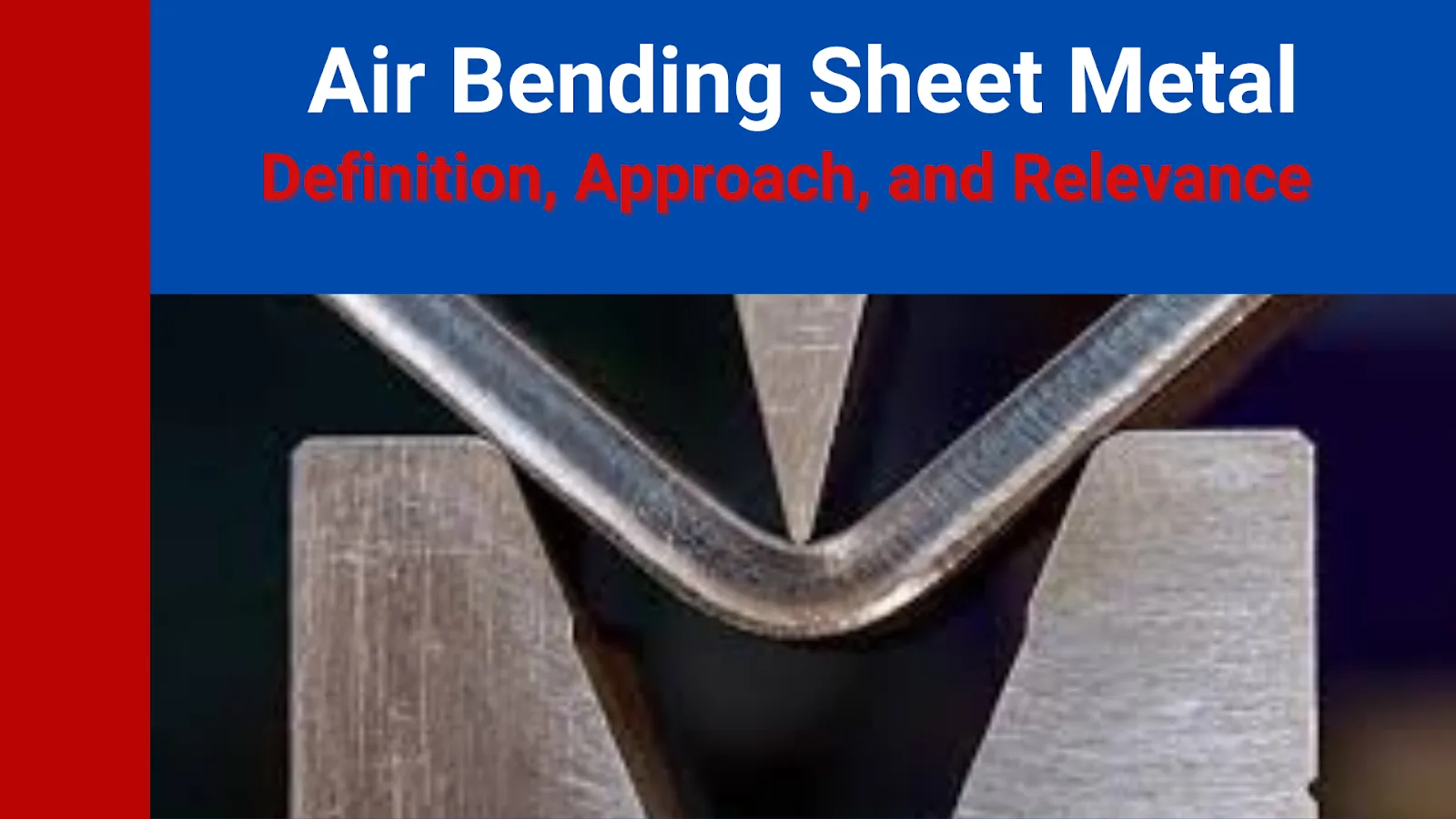
One of the common sheet metal bending methods is air bending, which is defined by a punch pressing the material partially against the die. A space or air is left between the die bottom and the bent sheet metal part.
Also called free bending, air bending is a fast, versatile, and cost-effective metal-bending process, but it can also be prone to inconsistencies. However, expert air-bending sheet metal ensures all the issues are addressed for flawless parts.
This article covers the basics of this air-forming technique, starting with a definition, then outlining the pros and cons, comparing it with other bending methods, and discussing its applications.
What is Air Bending for Sheet Metal?
Air bending is a forming method performed on the press brake, whereby the die doesn’t force the sheet metal to match the tooling profile completely. A space or
“Air” remains between the die walls and the sheet metal.
The other name for this bending method is “at three points”, derived from the fact that the bending tooling and material touch each other at three points – Two die shoulders and the punch end.
Still, the sheet metal air bending process is precise, thanks to expert force control and the use of advanced sheet metal bending equipment. The quality of materials used for the process is also critical.
What is the Difference Between Air Bending and V Bending?
The primary difference between air bending and V bending is mostly in the amount of force or pressure applied, or the level of punch penetration. In air bending, the punch penetration is incomplete – the punch does not contact the die completely.
However, V-bending entails the tool and the sheet metal contacting the entire surface of the die. Coining bending, another type of bending, exerts even greater force on the sheet metal.
Air Bending vs. Bottom Bending
Like V-bending, bottom bending comprises the sheet metal completely contacting the die surface. Air bending is different because it leaves an air gap between the workpiece and the die surface. It is more flexible in the different angles it can achieve.
The Air Bending Steps
The air bending process can be divided into four steps:
- Material setup
- Punch placement
- Holding the force
- Controlled removal of the force
Each stage of this pressing and bending method is done with utmost keenness on dwell time, ram speed, springback, and punch positioning.
The Advantages of Air Bending
The main benefits of this metal bending process are;
- Minimized tonnage required compared to bottoming techniques
- Fewer tooling marks on the bent surface
- Versatile bending method – a wide variety of angles can be generated
- Faster bending tooling changeover
- Supports a wider variety of material types and thicknesses
The Limitations of Air Bending
Air-bending sheet metal presents the following challenges:
- Springback varies more – compensation calculations are more demanding
- Bending results are heavily affected by material property inconsistencies
- The fabricator must consider a variety of elements, including tonnage calculations, material thickness, and angle deviations
Is Air Bending Strong?
Like other bending techniques, air bending is as strong and reliable as the technique, equipment, and material used. To ensure adequate quality and strength of the bent metal part, the manufacturer uses the right material, compensates for springback appropriately, and bends the material expertly using quality sheet metal bending dies.
The Applications of Air Bending
Generally, air bending finds applications in the following scenarios:
- When Production Speed is More Important Than Precision
Since the bend position doesn’t have to completely equal the die position, air bending can be completed quickly
- When Accuracy is not Primary
The air bending results can vary by ±0.5°. The fabricator should be comfortable with this variability.
- When Cost-Optimization is Key
The bending process is less costly than bottom bending due to less bending tooling and pressure application.
- When it is Critical to Apply Minimal Pressure
Some materials require as little pressure as possible during bending. This air-forming technique is ideal.
Tips for Successful Air Bending
Sheet metal bending services ensure successful air bending, always with the following fundamental approaches;
- Keen focus on the proper selection of sheet metal bending dies ratios
- Reference to springback tables when air bending specific materials
- Optimizing the RAM speed
- Regular bending machine tonnage calibration
- Consideration of material grain properties/direction
- Fabricator training
How to Bend Sheet Metal Without a Press?
Some may opt to use manual bending for air-bending sheet metal. This means using hammers, bending jigs, brake folders, and such traditional equipment. These press-free methods have their place in sheet metal fabrication, for instance, in field work.
However, they introduce limitations, such as inconsistent bends, slow speeds, and thickness limitations.
In Conclusion
Air bending has a special place in sheet metal fabrication for those looking for speed, cost-effectiveness, and flexible bending. When integrated with CNC technology, depth adjustment and other capabilities add to the benefits.
By understanding this method, you can significantly enhance the efficiency and accuracy of your bending projects. Ensure you engage sheet metal bending services for guidance on how to optimize this solution.




